Contamination can cause a wide range of problems, including damage to valves or pumps, clogging or complete system failure. The source of contamination can originate from many places, such as dirty fluid, manufacturing debris, or even defective components during operation. Maintaining fluidic system performance requires cleanliness and tight control of potential contamination.
Fluidic systems are typically comprised of components that have varying degrees of sensitivity to contamination, mostly determined by the minimum passage size and clearances throughout the flow path. Several attributes of contamination must be considered beyond just size, such as the shape, length, texture, and hardness of a particulate. Some critical steps to consider are:
The first step ensures the system is free from manufacturing debris prior to installing components. The second step removes contamination to protect individual components and extend their operational life. However, since contamination can also originate from within the system due to the normal wear of components, step three of incorporating safety screen filters immediately upstream from components is a prudent design practice. The added benefit of using safety screens is to protect the components during any maintenance of the system.
There is a direct correlation between fluid cleanliness and the level of filtration required in your system. Fluid contamination can be described using different techniques:
The above techniques describe bulk or total contamination but give little information regarding the size of the contaminant. For example, unless the size and density of the contaminating particles is known, no conclusions may be drawn relative to the number of particles.
Other techniques look at the number of particles, describing contamination in terms of its size and concentration. These may be an interval concentration, for example, the number of contaminant particles (per unit volume) between 5 and 15 µ in size. Additionally, contamination may be expressed as a cumulative concentration. In this case, contamination levels are described by the total number of particles per unit volume above a given size. For example, the number of particles above 25 µ in size per 100 mL.
The more common cleanliness specifications are based on the number of particles rather than gravimetric techniques. However, particle distributions which were determined to be representative of service distributions (e.g. NAS 1638 distributions) correlate reasonably with those obtained gravimetrically with AC test dust. The table below (from An Encyclopedia of Fluid Contamination Control by E.C. Fitch) provides a correlation of some different cleanliness specifications.
| NAS* 1638 |
NUMBER OF PARTICLES PER 100 mL MICRON RANGE |
ISO 4406 |
||||
| CLASS | 5-15 µ | 15-25 µ |
25-50 µ |
50-100 µ |
>100 µ |
CLASS |
| 00 | 125 | 22 | 4 | 1 | — | 8/5 |
| 0 | 250 | 44 | 8 | 2 | — | 9.6 |
| 1 | 500 | 89 | 16 | 3 | 1 | 10/7 |
| 2 | 1K | 178 | 32 | 6 | 1 | 11/8 |
| 3 | 2K | 356 | 63 | 11 | 2 | 12/9 |
| 4 | 4K | 712 | 126 | 22 | 4 | 13/10 |
| 5 | 8K | 1425 | 253 | 45 | 8 | 14/11 |
| 6 | 16K | 2.8K | 506 | 90 | 16 | 15/12 |
| 7 | 32K | 5.7K | 1012 | 180 | 32 | 16/13 |
| 8 | 64K | 11.4K | 2.0K | 360 | 64 | 17/14 |
| 9 | 128K | 22.8K | 4.1K | 720 | 128 | 18/15 |
| 10 | 256K | 45.6K | 8.1K | 1440 | 256 | 19/16 |
| 11 | 512K | 91.2K | 16.2K | 2.8K | 512 | 20/17 |
| 12 | 1M | 182K | 32.4K | 5.8K | 1024 | 21/18 |
*SAE standard AS 4059 also applies and lists fluid particulate contamination cumulatively for 5 ranges for contamination classes from 00 to 12 (>2 µ; >5 µ; >15 µ; >25 µ; >50 µ).
| ISO 4406 CODE |
PARTICLES PER mL >10 µ |
ACFTD GRAVIMETRIC, LEVEL mg/L |
MIL-STD 1246 LEVEL |
NAS 1638 CLASS |
| 6/23 | 140000 | 1000 | ||
| 25/23 | 85000 | 1000 | ||
| 23/20 | 14000 | 100 | 700 | |
| 21/18 | 4500 | 12 | ||
| 20/18 | 2400 | 500 | ||
| 21/17 | 2300 | 11 | ||
| 20/16 | 1400 | 10 | ||
| 19/16 | 1200 | 10 | ||
| 18/15 | 580 | 9 | ||
| 17/14 | 280 | 300 | 8 | |
| 16/13 | 140 | 1 | 7 | |
| 15/12 | 70 | 6 | ||
| 14/12 | 40 | 200 | ||
| 14/11 | 35 | 5 | ||
| 13/10 | 14 | .1 | 4 | |
| 12/9 | 9 | 3 | ||
| 18/8 | 5 | 2 | ||
| 10/8 | 3 | 100 | ||
| 10/7 | 2.3 | 1 | ||
| 10/6 | 1.4 | .01 | ||
| 9/6 | 1.2 | 0 | ||
| 8/5 | 0.6 | 00 | ||
| 7/5 | 0.3 | 50 | ||
| 6/3 | 0.14 | .001 | ||
| 5/2 | 0.04 | 25 | ||
| 2/.8 | 0.01 | 10 |
| SIZES OF FAMILIAR OBJECTS | ||
| SUBSTANCE | MICRON | INCH |
| Grain of Table Salt | 100 | 0.0039 |
| Human Hair | 70 | 0.0028 |
| Lower Limit of Visibility | 40 | 0.0016 |
| White Blood Cells | 25 | 0.0010 |
| Talcum Powder | 10 | 0.0004 |
| Red Blood Cells | 8 | 0.0003 |
| Bacteria (Average) | 2 | 0.00008 |
| SCREEN SIZES | ||
| U.S. SIEVE NUMBER | OPENING IN INCHES | OPENING IN MICRONS |
| 50 | 0.0117 | 297 |
| 60 | 0.0090 | 228 |
| 70 | 0.0083 | 210 |
| 100 | 0.0059 | 149 |
| 140 | 0.0041 | 105 |
| 200 | 0.0029 | 74 |
| 270 | 0.0021 | 53 |
| 325 | 0.0017 | 44 |
| Paper | 0.00039 | 10 |
| Paper | 0.00020 | 5 |
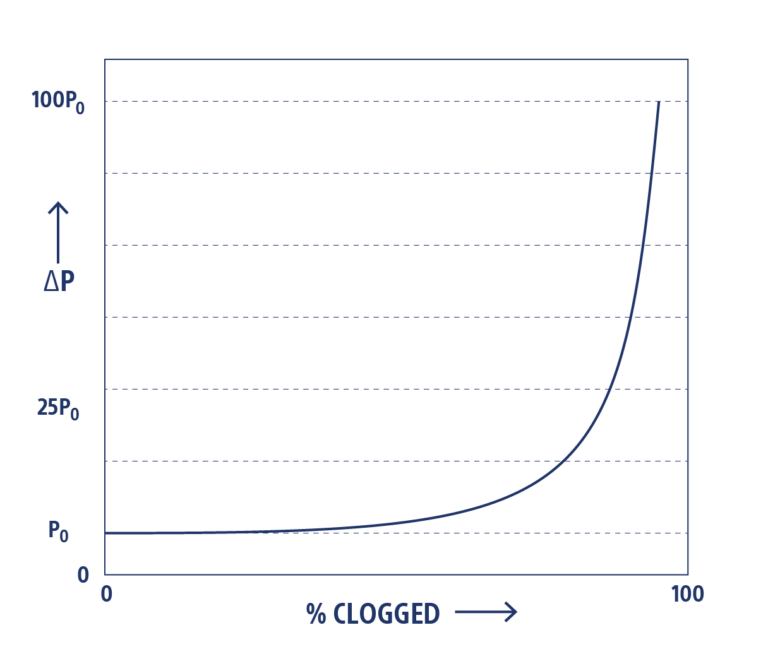
As a safety screen accumulates particles, the pressure drop will slowly increase until the screen is almost fully clogged. Then the pressure drop increases dramatically. For example, consider a clean safety screen in a 3,000 psi hydraulic system. At its normal flow rate the screen pressure drop is 6 psi. That same screen will see a pressure drop of only 150 psi when 80% clogged. However, at 95% clogged, the differential pressure jumps to 2500 psi. This phenomenon is represented by the following formula:
Where ∆PO is the pressure drop across the screen when it is clean.
Ensuring you have the proper filtration in place is the key to controlling contamination and extending product life.
Please contact your local Lee Sales Engineer for any assistance required in determining the recommended level of filtration for a specific component.
Always verify flow calculations by experiment.
*There are many parameters to consider when determining V-Factor. Click here for more information.





