






Sarah Charette
Technical Marketing Manager – Health & Science
Westbrook, CT
See Bio
Selecting a solenoid valve that meets all desired performance requirements across various environmental operating conditions may represent a significant challenge for a designer. Because the features of a solenoid valve are interconnected, modifying one aspect of the design may impact another performance element.
In some cases, performance trade-offs are obvious. For example, reducing the solenoid valve’s size may reduce its flow capacity. Attempting to make a component more durable by changing its material from plastic to metal will also increase the valve’s overall weight.
Modifying specific valve features to improve other performance factors may result in less obvious or more complex design challenges. Some trade-offs are easier to understand by considering the force balance equations of a solenoid valve design. Solenoid Valve Mechanics: Understanding Force Balance Equations is a helpful reference for evaluating a variety of solenoid valve design trade-offs. The list below describes common performance trade-offs regarding how fluid travels through each component of the solenoid valve.
In designs that are not pressure-balanced, the differential pressure between a solenoid valve’s inlet and outlet ports correlates to the force required to translate the armature and valve components. If the differential pressure increases, the force needed to overcome it must also increase. Additionally, indirect-acting solenoid valves require a minimum pressure differential of about 0.5 bar to function effectively.
To offset the force balance associated with an increased pressure differential, the solenoid valve will require:
A sufficient pressure differential is crucial for the optimal operation of indirect-acting solenoid valves, allowing them to achieve high flow rates.
Leakage rate and cycle life are other performance trade-offs that a change in differential pressure requirements may also impact.
Leakage is determined by the seal quality between the valve seat and sealing element (such as a ball, poppet, or plunger) and the materials used. Higher pressure can sometimes reduce leakage by providing additional compression between these two elements, and in other cases, it can help fluid leak past the valve seat.
Pilot-operated or servo-operated valves utilize a small solenoid to control a diaphragm mechanism, effectively managing large flow rates based on pressure differences.
The pressure differential range determines the spring and coil force required to operate the valve. Expanding this range allows more force to be applied to the valve’s components under certain conditions. However, this force may cause stress and fatigue, reducing the solenoid valve’s operating cycle life. Using more durable materials may be an option to offset this issue.
The flow capacity of direct-acting solenoid valves is related to their size. Valve components must be large enough to allow the required flow rate through the valve in the open position. As flow capacity increases, the valve must become larger (and, therefore, heavier).
The valve body plays a crucial role in controlling the flow, direction, and pressure of liquids or gases. It contains components interacting with an electromagnetic solenoid to effectively manage fluid dynamics.
As with differential pressure, the size of the flow path directly affects the forces acting on the valve components. Increasing flow capacity also increases these forces and may require a stronger coil design. As the number of flow passages increases, fluid is also at a greater risk of leaking across valve seals.
Both differential pressure and flow capacity influence leakage. The internal leak rate—or the leakage through the solenoid valve—highly depends on the chosen fluid, the materials used within the sealing elements, and how those materials are compressed. A normally closed valve remains closed when de-energized, which can help minimize leakage. Fluids with lower density will leak more easily. Less porous or softer materials will typically provide lower rates of leakage. Materials have their own design trade-offs, including durability, pressure capacity, temperature range, and fluid compatibility.
It is also possible to reduce leakage by compressing the sealing elements to minimize gaps. This force may originate from the differential pressure of the fluid across the valve, the coil force translating moving components or the springs used within the valve design. Larger forces may impact durability.
A stronger spring will increase seat stress but requires additional coil power to overcome the strengthened spring force upon actuation. However, it is important to note that increased power consumption will also increase the coil’s temperature. When energized by current, the electric coil generates a magnetic field that enables the solenoid to control the movement of a plunger, thereby regulating the flow of fluids.
Alternatively, changing the materials of the sealing elements may increase the contact area, allowing for an improved seal. For example, an elastomer may deform in compression (increasing the contact area) or fill gaps between itself and the other sealing element. The sealing material and spring strength may also affect the operating life of the solenoid valve. A strong spring may cause plastic deformation of a soft elastomer over time.
As temperatures rise, the solenoid coil’s resistance increases, making it less efficient. This reduces the strength of the magnetic field and the force provided by the solenoid coil. As a result, maximum operating temperatures may limit the maximum operating pressure differential.
Temperature impacts fluid properties such as viscosity and density, which may affect the solenoid valve’s flow and internal leakage rates. Temperature may also cause material properties to undergo additional changes. Temperature can potentially make materials brittle or soft, impacting the durability of a solenoid valve.
Pressure differential, flow capacity, leakage, temperature, and material selection impact one another. The correlation between each factor depends on many aspects of the solenoid valve configuration. There are also design trade-offs associated with the solenoid coil. Solenoid coil design and drive electronics help optimize response time and power consumption. These topics require a separate explanation and are beyond the scope of this document. However, they represent an important set of design trade-offs that should be understood at a basic level.
Increasing the current through a solenoid coil — either by increasing voltage or decreasing the coil resistance — will increase the force produced by that coil in a normally closed valve. This added force can improve response time, but the overall benefit may be limited by how much power the system can supply to the solenoid valve.
For example, a solenoid valve used in a dishwasher will “close” when the appliance is off to conserve both water and power.
Applying power to a solenoid coil causes it to generate its own heat, which may make the coil less efficient. Eventually, the solenoid may heat up to the point that it can no longer operate. It is important to understand both the maximum power that can be applied to a solenoid valve and the maximum length of time the solenoid can be continuously powered before overheating.
The sample scenario from the previously mentioned force balance reference guide can help illustrate one set of performance trade-offs in more detail. This article provides an example of a force balance equation to help explain how an engineer would design a solenoid valve capable of achieving the required force margins based on system requirements and a known valve layout.
Figure 1 shows a normally closed, direct-acting, two-way solenoid valve that uses pressure to open the valve.
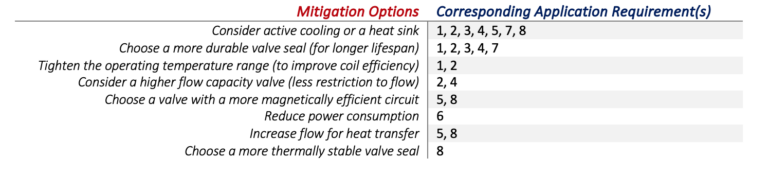
The matrix below demonstrates how changing one aspect of performance can affect the correlating application requirements of your solenoid valve.
| Application Requirement | Potential Trade-offs |
|---|---|
| 1. Higher Differential Pressure |
|
| 2. Higher Flow Rate |
|
| 3. Lower Leakage |
|
| 4. Faster Pneumatic Response |
|
| 5. Lower Valve Temperature |
|
| 6. Lower Power Consumption |
|
| 7. Higher Cycle Life |
|
| 8. Higher Operating Temperature |
|
BROWSE OUR SOLENOID VALVES WITH THE LEE PRODUCT FINDER TOOL
The Lee Company designs and manufactures a wide range of valves, from miniature plastic pneumatic solenoid valves intended for respiratory therapy applications to high-pressure, high-temperature hydraulic solenoid valves operating miles underground in oil wells. If you are searching for a valve to meet your needs and would like to learn more about the solenoid valves offered by The Lee Company, contact a Lee Sales Engineer today.
To learn more about solenoid basics, view our related insights below.
Sarah Charette is the Technical Marketing Manager – Health & Science at The Lee Company. In this business development role, she draws upon her extensive engineering knowledge and market expertise to support the diagnostics, medical equipment, and scientific instruments industries. Sarah facilitates the creation of promotional content and product literature and provides technical and market-based training for a global team of sales engineers. She also manages customer relationships and acts as an internal liaison to the Lee product development team, coordinating product design and providing input for new components. She has been with The Lee Company for over 14 years, previously serving as a Product Manager for the Control Valve Group and Applications Engineer. Sarah received a degree in biomedical engineering and Spanish from the University of Rhode Island’s International Engineering Program and an MBA from Quinnipiac University.
Tom Cleveland is the Group Lead Engineer for the Solenoid Group at The Lee Company, where he works closely with sales and manufacturing on new and existing components and applications across multiple industries. In this role, he helps manage, train, and support Product and Project Engineers and provided expert guidance on major customer projects. Tom has been with The Lee Company for 13 years. He received a degree in physics and astronomy from Wesleyan University and a master’s degree in mechanical engineering from the University of New Haven.
Mathew French is the Technical Marketing Manager – Aerospace & Energy at The Lee Company. In this role, he manages customer relationships, leveraging his engineering and market knowledge to help identify business and product opportunities to support the aerospace and defense, space, oil and gas, motorsports, and power generation industries. Mathew oversees the creation of promotional material and educational assets and liaises with the Lee product development team to coordinate custom component design and offer feedback on new products. He also provides product and market training to The Lee Company’s global team of field sales engineers. Mathew has been with The Lee Company for over 19 years, previously serving as a Product Manager for the Solenoid Group and Applications Engineer. He received his mechanical engineering degree from the University of New Hampshire.
Always verify flow calculations by experiment.
*There are many parameters to consider when determining V-Factor. Click here for more information.